






據克蘭了解,機械密封的安裝方法具體分為兩個步驟:

一、做好安裝前檢驗工作
要取得良好的密封效果,在安裝前應對有關部件進行仔細檢查。
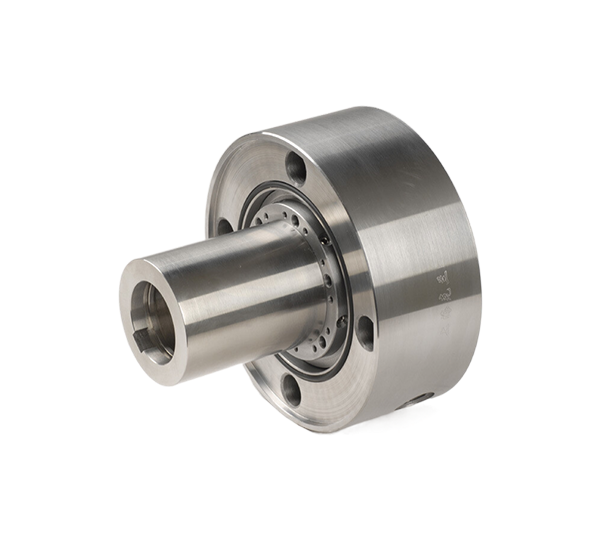
① 密封腔體。密封腔體的規格、直徑、深度必須符合相關尺寸要求;軸與密封腔體的同軸度、垂直度符合要求,垂直度一般小于 0.05~0.08mm,同軸度通常應保持在 0.20~0.25mm 之間。
② 泵軸的軸向竄動量。軸或軸套的軸向竄動量應控制在 0.08mm 以內。檢查時可用千分表頂在軸肩處,用木錘夯擊軸端,讀出竄動量數值。在確定機械密封壓縮量的時候應考慮泵軸的軸向竄動量,這樣可以避免摩擦面液膜的破壞而引發劇烈磨損。在實踐中,軸向竄動量過大引起密封泄漏和壽命縮短是常見的現象。
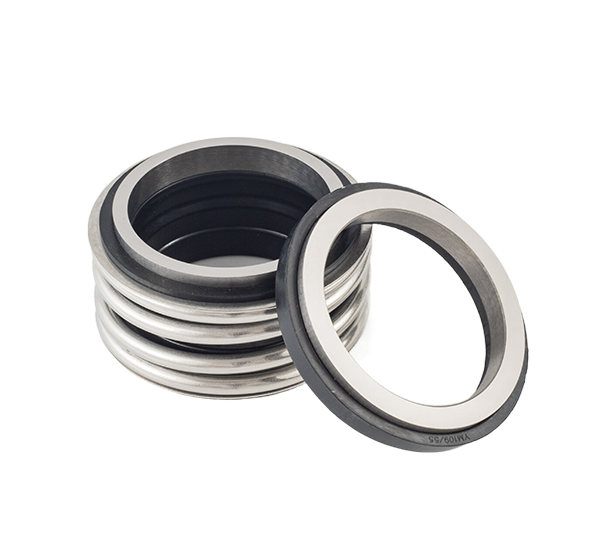
③ 動靜環的平面度。動靜環摩擦端面的平面度是保證密封的關鍵,可用簡易的卡尺法進行檢查,即用卡尺貼于端面并置于背光下,通過觀察透光間隙是否均勻判斷表面平度。
④ 軸或軸套的表面粗糙度應在 0.32μm 以下。
⑤ 各密封部件的完好與清潔狀況。應仔細檢查各密封件的完好和清潔狀況,保證無銳邊毛刺、劃痕、裂紋等缺陷。
通常在實踐中,機械密封安裝前,應再使用干凈柔軟紗布或脫脂棉對動環和靜環表面進行擦洗,以確保其干凈;在安裝過程中也應確保零部件始終保持干凈、整潔。另外,為方便安裝,安裝機械密封時,可在軸或軸套表面、壓蓋與密封圈配合表面涂抹機油,這在一定程度上可避免啟動時出現干摩擦現象。
二、正確合理的安裝順序
(1)對機械密封的靜止部件進行安裝:首先,將防轉銷裝入密封端蓋相應的孔內位置;其次,根據順序在靜環上裝入靜環密封圈,然后在密封端蓋內裝入靜環,在組裝過程中避免防轉銷進入靜環凹槽內。最后,在安裝過程中,避免靜環與軸之間發生碰撞。對于螺栓要分幾次均勻擰緊。
(2)對機械密封旋轉部件進行組裝。在軸上按照先后順序將機械密封的旋轉部件進行逐個組裝。對于軸套,把機械密封的旋轉部件照順序在外面組裝到軸套上,然后將機械密封旋轉部件的軸套安在軸上。
(3)在密封體上安裝端蓋,并用螺釘固定。
(4)盤動試車是否轉動輕松。